

Cycle de la vapeur de stérilisation

Qualité de la vapeur d’eau
La stérilisation signifie la destruction totale de tous les micro-organismes présents dans la charge à stériliser tels que les spores, les bactéries, les virus, … Les micro-organismes les plus difficiles à combattre sont les bactéries sous forme de spores (cellule bactérienne au repos). La destruction complète des spores demande qu’ils deviennent humides et chauds (au dessus de 115°C).
On peut obtenir une stérilisation très efficace et bon marché en utilisant la chaleur humide de la vapeur saturée sèche. C’est la nature de la charge (caoutchouc, linge, plastique, instruments métalliques, …) qui détermine les valeurs :
- de la température,
- de la pression,
- du temps de contact entre la vapeur et la charge à stériliser.
Le temps de stérilisation dépend de la température maintenue pendant la phase :
| Température [°C] | temps [min] |
| Temps théoriques | |
| 121 | 15 |
| 126 | 10 |
| 134 | 3 |
| Temps minimums dans la pratique | |
| 121 | 20 |
| 126 | 15 |
| 134 | 10 |
Pendant cette phase, les paramètres de la vapeur doivent rester rigoureusement constants. Il y a donc lieu de contrôler la température et la pression en permanence selon la table de Regnault qui garantit le maintien de la qualité de la vapeur dans son état de vapeur saturée sèche pour autant qu’il n’y ait pas d’air dans la charge:
- 1 bar correspond à 120.42°C,
- 2 bar correspond à 133.69°C.
Enfin, on notera que sans une qualité d’eau exceptionnelle, il n’est pas garanti d’obtenir une vapeur idéale pour la stérilisation.
Thermodynamique de la vapeur d’eau
L’utilisation de la vapeur saturée comme agent stérilisant reste la principale référence dans le monde hospitalier.
Pour bien comprendre les enjeux de la stérilisation à la vapeur d’eau, il est nécessaire de rappeler certaines notions de thermodynamique :
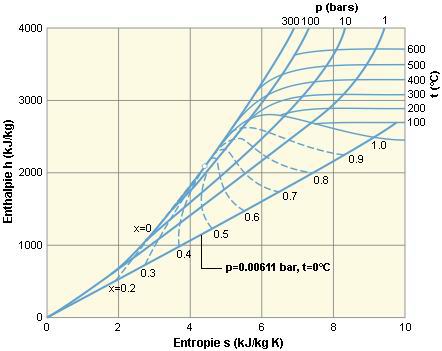
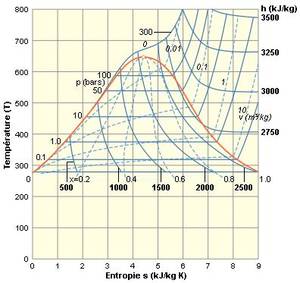
Les diagrammes de Mollier (h,s) et (T,s) de la vapeur d’eau ou la table internationale de l’eau à saturation et de la vapeur d’eau saturante sèche sont souvent utilisés pour pouvoir déterminer l’état de l’eau ou de la vapeur.
Le diagramme (h,s) permet de déterminer rapidement les quantités de chaleur dégagées ou absorbées lors d’un changement d’état ou de phase.
Le diagramme (T,s) est très souvent utilisé car, d’une part, on visualise mieux les phénomènes de changement de phase et, d’autre part, il permet de mettre en évidence les énergies mises en jeu sous forme d’une aire; par définition l’entropie s étant égale à ![]() dq/T.
dq/T.
Un cycle de stérilisation
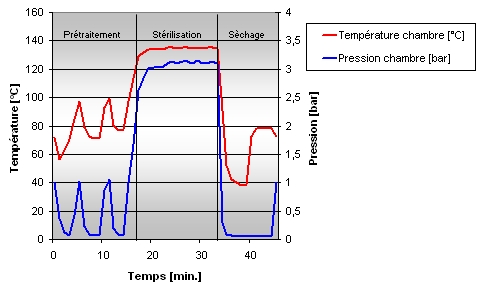
Les cycles de stérilisation sont nombreux. Néanmoins, le cycle repris dans le diagramme ci-dessous est celui que l’on rencontre le plus souvent en stérilisation de matériel hospitalier. Il se décompose principalement en 3 phases distinctes :
- Le prétraitement où, par une succession de vide poussé et d’injection de vapeur, on enlève l’air de la chambre de stérilisation et on réchauffe petit à petit la charge à stériliser.
- La stérilisation proprement dite.
- Le séchage de la charge par une mise sous vide prolongée.
Phase de préchauffage d’un stérilisateur
1ère étape : l’eau froide ( 15°C) est portée à ébullition et arrive à saturation
Lorsqu’on chauffe de l’eau à une pression constante de 1 bar (c’est le cas avant la production de vapeur) jusqu’à l’ébullition, la chaleur fournie sert uniquement à élever la température de l’eau. A la température de 100°C, les premières bulles de vapeur apparaissent; on est en présence de la phase liquide et d’un début de phase gazeuse. À ce moment, on introduit la notion de titre x en vapeur comme étant le rapport des quantités en masse de vapeur d’eau et d’eau liquide (x = 0 quand il n’y a que de l’eau et, à l’inverse, x = 1 quand l’eau a complètement cédé sa place à la vapeur).
La quantité de chaleur fournie à l’eau correspond à la variation d’enthalpie déterminée soit dans les tables internationales de la vapeur d’eau ou sur le diagramme de Mollier ci-dessus :
|
h’1 – h’0 = 419 – 67 = 352 kJ/kg C’est de la chaleur sensible. |
2ème étape : l’eau saturée passe à l’état de vapeur saturée humide
Un apport de chaleur supplémentaire fait passer l’eau à saturation (x = 0) à une vapeur saturée sèche (x = 1). Théoriquement, la tranformation se fait à température constante mais dans le cas d’une installation de stérilisation (générateur, distribution et double enveloppe de l’autoclave) on peut considérer que le volume est constant dans la phase de préchauffage du système; ce qui équivaut à dire qu’au fur et à mesure que le volume du système se remplit de vapeur la pression monte et agit sur la phase liquide en augmentant la température de vaporisation de 100 à 134°C pour une pression de 3 bar.
Le diagramme de Mollier nous donne une enthalpie de vaporisation de l’ordre de :
|
h »2 – h’1 = 2727 – 419 = 2 308 kJ/kg C’est de la chaleur latente de vaporisation |
3ème étape : le système s’équilibre à une température de 134°C pour une pression de 3 bar
A ce stade, le faible apport de chaleur ne sert qu’à compenser les chutes conjuguées de la pression et de la température dues aux pertes de chaleur au travers des parois du système (générateur, distribution, accessoires, autoclaves, …).
Phase de prétraitement
La phase de prétraitement a pour but :
- De remplacer tout l’air de la chambre de stérilisation, y compris l’air contenu dans la charge par de la vapeur. Lorsqu’il reste des poches d’air à proximité de spores (cellules bactériennes au repos redoutées en stérilisation et en milieu hospitalier de manière générale), celles-ci s’entourent d’une gangue d’air isolante et peuvent résister à la chaleur. Seul remède, le pouvoir mouillant de la vapeur qui détruit, en principe, toute forme de vie.
- De réchauffer progressivement la charge à stériliser.
On crée ce prétraitement en arrivant à un vide assez poussé (de l’ordre de 30 mbar) de manière répétée par une pompe à vide à anneau liquide et en injectant entre chaque phase de vide de la vapeur tout en restant en dépression dans la chambre.
Au niveau du traitement de stérilisation proprement dit, l’injection de vapeur joue à deux niveaux en se condensant au contact des composants froid de la charge et de la chambre :
- La condensation assure un pouvoir mouillant optimum nécessaire à la destruction des spores.
- La chaleur de condensation est cédée à la charge et la réchauffe.
Chaque injection de vapeur s’accompagne naturellement d’une demande de vapeur au niveau du générateur; ce qui nécessite un apport supplémentaire de chaleur. Toute cette chaleur est perdue puisque la vapeur qui se condense sur des parois plus froides et sur la charge doit être évacuée à l’égout via la pompe à vide sous forme de condensats irrécupérables puisque « contaminés ».
À ce stade de la phase de prétraitement, il est très difficile de savoir où l’on se situe sur le diagramme (s,T) ne sachant quel est le titre de la vapeur dans la chambre de stérilisation. La seule manière de le savoir est de quantifier le volume de condensats soutiré par la pompe à vide; ce qui est loin d’être évident vu que, dans la pompe à vide, les condensats se mélangent avec l’eau adoucie de l’anneau liquide.
Phase de stérilisation
Une fois atteint la température de stérilisation au cœur de la charge (par exemple 134°C, 3 bar), la phase « plateau » commence. Durant tout le temps que dure cette phase, les températures et pressions ne peuvent osciller que dans des fourchettes extrêmement étroites.
Comme indiqué précédemment, la durée du plateau de stérilisation dépend de la température de stérilisation.